
Литейное производство мирового класса, имеющее опыт производства компонентов, плавящихся на воздухе и в вакууме, требующих равноосной конструкции.
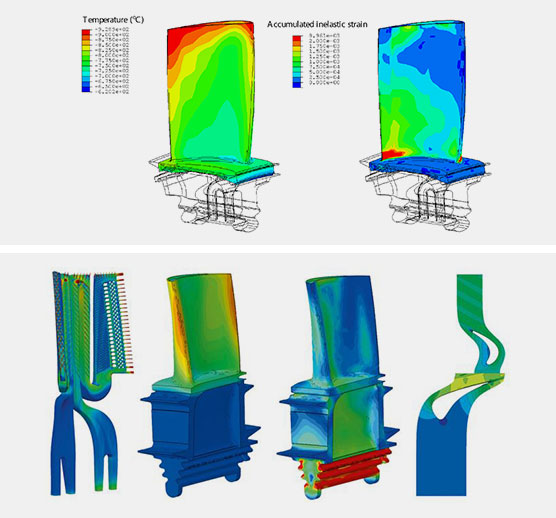
Благодаря техническому прорыву компания решила ряд технических проблем при производстве отливок из жаропрочных сплавов, таких как крупногабаритные тонкостенные отливки и отливки сложной формы особой формы, в процессе разработки нескольких моделей высокотемпературных сплавов, литье по выплавляемым моделям для газовых турбин и прорыв через ряд ключевых технологий. Разработка и производство отливок из суперсплавов по выплавляемым моделям могут полностью удовлетворить потребности конечных пользователей. Компания применяет технологию терморегулирующего затвердевания для производства сложных тонкостенных отливок из суперсплавов. Благодаря точной конструкции сборки и изготовления восковую модель можно прессовать отдельно, а размер восковой модели может быть обеспечен за счет точного позиционирования и комбинирования.Конструктивная схема разъемного керамического сердечника и различные методы точного обнаружения используются для реализации интегральной разливки из жаропрочного сплава со сложной структурой полости и обеспечения металлургического качества отливок и точности размеров.
Допуск отливки:
1.VDG P690 D1 → D2;
2.ISO 8062 CT7 → CT5.
♦ Чистовая обработка поверхности Ra 6.3-Ra 3.2
♦ Варианты обработки поверхности
♦ Мин. толщина стенки 2 мм.
♦ Производительность по разливке в настоящее время составляет 150 тонн в месяц, 1800 тонн в год.
♦ Снижение потребности в механической обработке и сварке
♦ Возможность изготавливать отливки от маленьких до больших (от 10 граммов до 100 кг, максимальный размер: 800 мм)
♦ Богатый опыт изготовления литых деталей сложной конструкции с использованием специальных методов.
♦ Система контроля качества сертифицирована ISO 9001: 2015 и IATF16949.
♦ Широкий выбор цветных металлов в соответствии со стандартами GB, EN, DIN, BS, AISI, ASTM, JIS, AS, NF.
Химический состав.
Механические свойства включают испытание на растяжение и испытание на ползучесть.
NDT: визуальный осмотр, размер зерна.
Осмотр флуоресцентного пенетранта или FPI.
Рентгеновский или радиографический контроль, проверка размеров с помощью синего сканера или CMM.
Испытание на твердость.
Разрушающий тест: металлографическая структура или микроструктура.
Термическая обработка, горячее изостатическое давление или HIP.
E-MAIL info@hxtcasting.com
CONTACT-PERSON Madrid Luo
PHONE +86 0546-8180588
WHATSAPP +86 18654676940
ADDRESS No.11, Liupan Shan Road, Shengli Industry Park, Dongying, Shandong, China